By far the most perplexing issue for customers and delegates I talk to at conferences is Product Families.
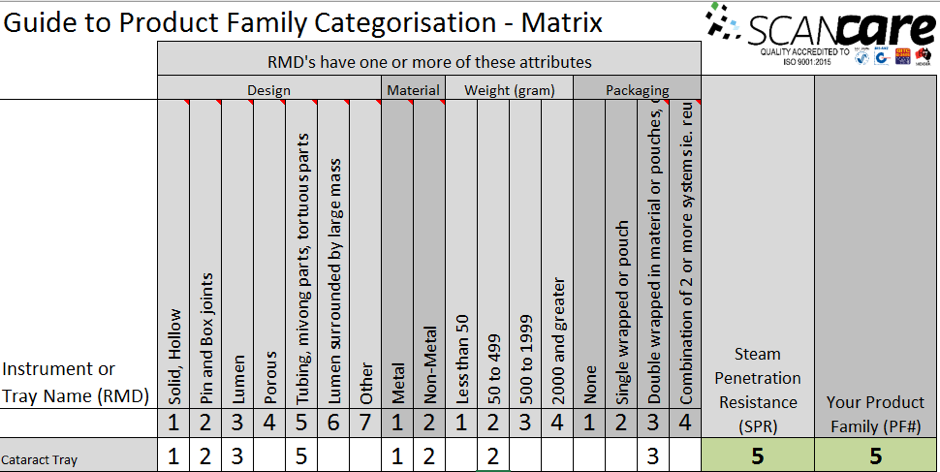
This topic is the most read on my blog and our free guide to product family categorisation is by far the most downloaded resource on our web site.
The purpose of this post is to challenge the methodology used in the ISO/TS 17665-3 (ISO) standard by asking ‘Why does it need to be that way?’
The ISO has 29 product family categories and, although there are examples and rationale for assigning Product Families to RMD’s, the reasoning is quite subjective and incredibly complex.
Most of the feedback I get back from the CSSD community on the ISO is that it’s incredibly convoluted and confusing.
Question Number One
- Do we really need use the ISO standard at all?
Let’s take a look at AS/NZS 4187:2014 (4187) and see what that says.
4187 defines Product Families as:
Groups or subgroups of product characterised by similar attributes that each present a similar challenge to the cleaning, disinfecting and/or sterilizing processes.
These attributes include:
- mass
- material
- construction
- shapes
- lumens
- SBS or
- packaging system
So it follows that we are looking for a method and logic to batch RMD’s based on the criteria that each group presents a similar challenge to the re-processing of RMD’s.
There are two important points to make here:
Firstly, the ISO standard pertains to steam sterilization only. The scope in 4187 goes much further and requires all process including cleaning, disinfecting and sterilization (all types including steam and low temp) to be considered when assigning RMD’s to Product Families.
Secondly, when grouping RMD’s for processing, through all processes, is that the challenges for cleaning, disinfecting and sterilizing are very similar.
For example, a cannula will represent a higher challenge to the cleaning, disinfecting and sterilizing processes than will a steel mallet.
My answer to question one is therefore...
‘No’. You don’t need to use ISO/TS 17665-3 at all. You may use it as a useful reference if you want to, but its scope is limited to steam sterilizers.
Question Number Two
What other method and rationale could we use to assign product families to RMD’s?
Perhaps the answer to this question lies in the requirements for performance qualification.
AS4187 states:
PQ shall be performed—
(d) using RMDs that are representative of the range of RMDs identified as the most difficult to process that are in use in the HSO.
Section 7.5.2 states the requirements for validation reporting;
In addition to the validation protocol and data obtained during IQ, OQ and PQ, the
validation report shall include the following, where applicable:
(i) The load configuration for each type of load/product family; and, if applicable,
packaged product heat penetration studies for each type of sterilizer load/product
family.
(j) The parameters used for each cycle and a copy of the specification for each process.
Here is the thing; CSSD’s have been performing PQ since forever using these very principles. All Healthcare facilities PQ loads are based on the RMD’s that they use on a daily basis. In fact, most of our customers PQ two sterilizer cycles types only.
e.g. A Mixed Load - 134C for 4 mins and a Heavy Load - 134 for 5mins
The mixed load being mix of all the RMD’s (Trays and Singles) that they typically sterilize on a daily basis.
The heavy load being used for heavy items such as orthopaedic consignment and loan sets.
Some of our customers use one type of sterilizer cycle only – 134C for 4mins
Therefore, it follows that the items for the above two loads have been grouped for PQ because they present a similar challenge to sterilization.
My answer to question two is ...
‘Yes’ perhaps PQ could be used as a method and rational for assigning RMD’s to Products Families.
Lets take another look at the following statement from 4187:
Groups or subgroups of product characterized by similar attributes such as mass, material,construction, shapes, lumens, SBS or packaging system and which present a similar challenge to the cleaning, disinfecting and/or sterilizing processes.
The key component of the statement is the assertion "groups or subgroups of items that present similar challenge to sterilization".
That’s effectively what you do when you perform PQ; put a group of RMD’s into a sterilizer running a cycle type that effectively sterilizes all the RMD’s.
Question Number Three
How does this relate to Product Families?
Well, even if we went down the track of using the ISO standard to assign the items to Product Families, we would still have to define what product families can go in each type of load anyway.
You might ask; but haven’t we already done that when grouping the RMD’s for PQ?
or,
what is the significance in the fact that we have RMD’s ranging in PF numbers from 1 to 29 when we are just going to need to subgroup them anyway into groups that can be sterilized in a mixed or heavy load.
Given that we have batched our items into groups that go into either one of the 2 cycles, doesn’t it follow then that we only really need 2 Product Families?
The first group of items present a similar challenge that can be overcome by processing them in a Mixed load – 134C for 4 mins
The second group of items present a similar challenge that can be overcome by processing them in a heavy load – 134C for 5 mins.
We have 2 groups – 2 Product Families:
PF 1 and PF 2
So, my final question is
Does the PF descriptor actually need to be a number?
Why can’t we have 2 product families?
- Mixed Load
- Heavy Load
Assigning items this way is still going to achieve what both AS4187 and the ISO standard set out to achieve, that the RMD can be safely and effectively re-reprocessed.
Conclusion
While the ISO may be a useful and valid reference for assigning RMD’s to product families, AS4187 contains no requirement that the ISO standard should be used.
This then follows that you may develop your own method and rational.
Today, I have put forward arguments that PQ may provide a suitable method and rationale for assigning product families to the RMD’s.
I am sure many of you out there in the CSSD community have devised other valid and simple ways of doing it. If you have, I would really be interested in hearing how you have gone about it, so please leave a comment below.